For custom CNC machined parts, inspection is often treated as the final step. In reality, inspection requirements should be discussed before quoting. A supplier can machine the same part with different levels of inspection effort, documentation and reporting. If the RFQ does not define what needs to be checked, the quotation may look attractive at first but later create delays, extra cost or uncertainty during incoming quality control.
A clear inspection request helps both sides. The buyer receives parts with the right evidence for assembly, validation or production release. The supplier understands which features are critical, which tools are required and how much time should be included in the manufacturing plan. For overseas engineering buyers, this clarity is especially important because questions across time zones can slow down a project.
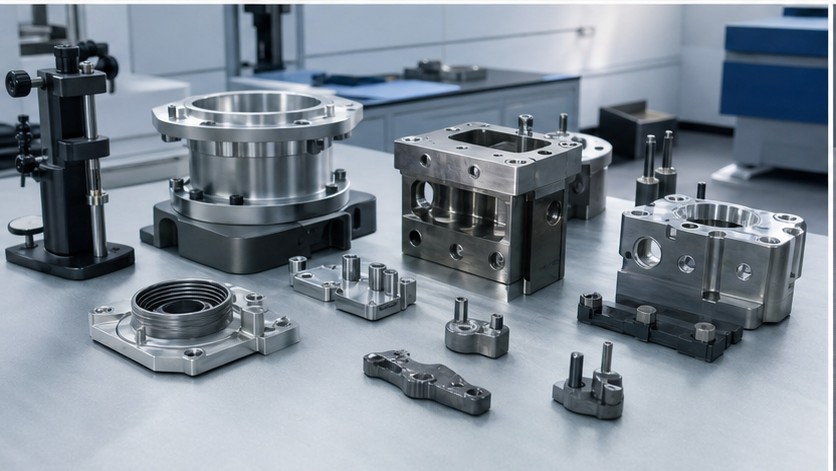
The first item to define is the inspection scope. Not every dimension on a drawing needs a full report. A simple bracket with clearance holes may only need basic dimensional checks. A robot joint housing, medical device component, aerospace fixture or sealing part may need a more complete dimensional report. Buyers should identify critical-to-function dimensions, datum surfaces, threaded holes, bearing fits, flatness, perpendicularity, position tolerance and any surface roughness notes that affect assembly or performance.
A 2D drawing is still important even when a STEP file is supplied. The 3D model defines geometry, but the drawing explains tolerances, datum structure, threads, surface finish, coating notes and inspection requirements. If there is no 2D drawing, the supplier may quote using general tolerance assumptions. That may be acceptable for early prototypes, but it is risky for parts that must fit with shafts, bearings, seals or precision mounting surfaces.
Buyers should also decide what type of report they need. A simple inspection report may list several key dimensions measured with calipers, height gauges, thread gauges or pin gauges. A CMM report is more suitable for complex geometry, true position, multi-face relationships and tight datum-based tolerances. First Article Inspection, often called FAI, is useful when a part is moving from prototype to small-batch production or when the buyer needs evidence that the process can meet drawing requirements before repeated orders.
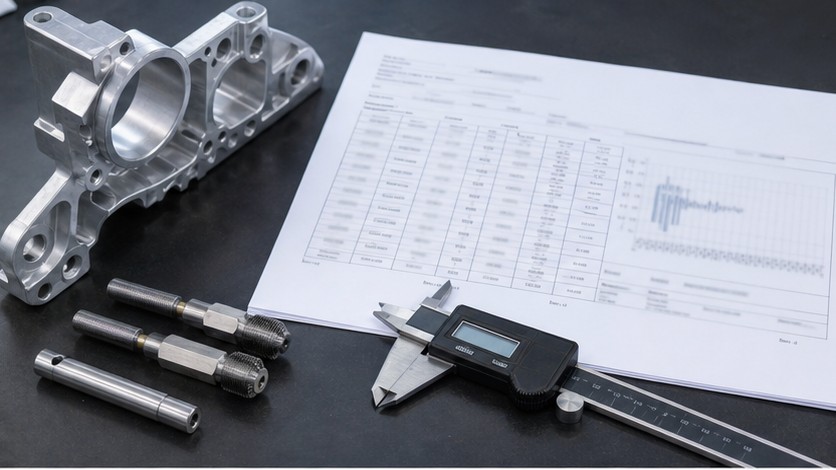
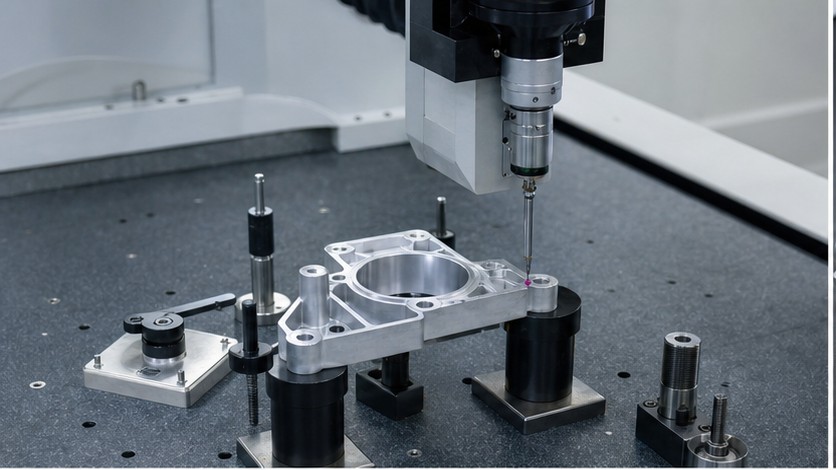
The inspection method should match the tolerance. A loose outside dimension may be checked with calipers. A precision bore may need a bore gauge or CMM. A threaded hole may require a go/no-go gauge. Flatness and perpendicularity may need a height gauge, surface plate or CMM setup. Surface roughness requires a roughness tester, not visual judgment. When the drawing specifies tight tolerances, the inspection equipment and method should be capable of measuring them reliably.
Datum control is one of the most common sources of misunderstanding. A drawing may define datum A, B and C, but if the RFQ does not highlight which datum scheme matters, inspection can be interpreted differently. For a machined housing, the mounting face may be datum A, a central bore may be datum B and a dowel hole may be datum C. Measuring the same part from a different reference can produce a different result. A good RFQ should clearly mark the datum surfaces and critical relationships that must be reported.
Surface finish and coating also affect inspection. Anodizing, hard anodizing, plating, passivation, bead blasting and polishing can change appearance, thickness or functional dimensions. If a bore, thread or electrical contact surface must remain uncoated, the drawing should say so. If dimensions are required after coating, that should also be defined. Otherwise the supplier may inspect before finishing while the buyer expects final inspection after finishing.
Material documentation is another point to settle early. Some projects only need commercial-grade material confirmation. Others require material certificates, RoHS or REACH declarations, heat treatment records or coating certificates. If certificates are required, they should be listed in the RFQ. This prevents a situation where the parts are completed but the required documents are not available from the material source.
Sampling quantity should be realistic. For prototypes, buyers may request inspection on every part. For small batches, the first article plus sample inspection may be enough. For production runs, the buyer and supplier can agree on a sampling plan for critical and non-critical features. The right plan depends on part risk, quantity, tolerance level and application. Requiring a full report for every dimension on every part can add cost and lead time, so the scope should be practical.
Packaging and labeling are part of the quality chain. Precision parts can pass inspection and still be damaged during transport if sharp edges, cosmetic surfaces or threaded features are not protected. If parts need individual wrapping, cavity trays, rust prevention, thread protection or labels by drawing number and revision, these details should be included before production. Good packaging reduces incoming inspection problems and avoids confusion at assembly.
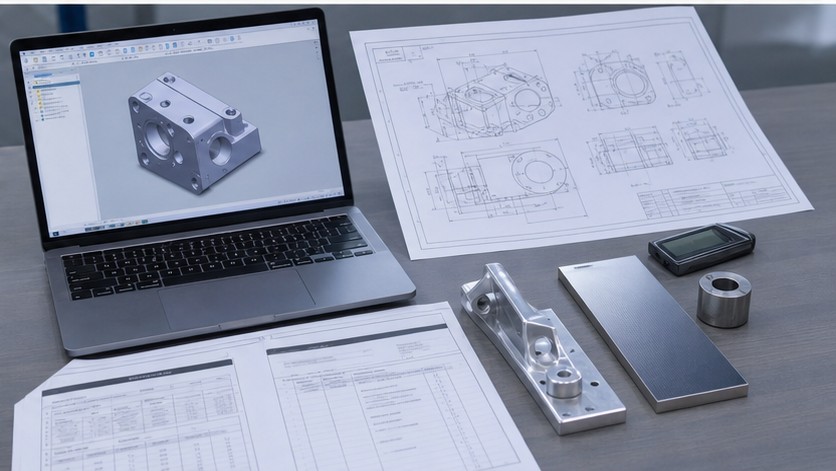
A strong CNC machining RFQ should include the STEP or STP file, 2D drawing, material grade, quantity, surface finish, tolerance notes, inspection report requirements, certificate needs and delivery target. If the buyer knows which dimensions are critical, those should be marked clearly. This allows the supplier to quote not only the machining time, but also the inspection time, fixture needs and documentation work.
OEMach supports custom CNC machining, CNC milling, CNC turning, 5-axis machining, prototypes and small-batch production for overseas engineering buyers. When inspection requirements are defined before quoting, the manufacturing route becomes clearer and the final parts are easier to approve. The result is fewer surprises, faster communication and a more reliable path from drawing to usable parts.